1、概述
作为基于PC机的上位控制单元,运动控制卡在专机系统的开发过程中,具有更大的灵活性和开放性。使得用户能在短期内开发出功能强大的运动控制系统。正因为以上的特点,专业运动控制卡不仅在机床行业得到大量推广使用,而且在在许多小型专机系统中也得到广泛地应用。本文将以步进机电公司MPC01系列运动控制卡为例,介绍单轴运动控制卡在数控冲床进给系统中应用。
2、数控冲床运动控制系统
(1)系统执行机构及上位控制器:
在数控冲床的单轴送料系统中,要求执行电机的空载响应时间在40―60ms以内。而步进电机的响应时间(一般在200ms左右)不能满足该系统快速响应的要求,故本系统选用松下公司交流伺服电机MSMA750W和DMC301A分别作为执行电机和上位控制器。
下面为该运动控制系统电路接线图:
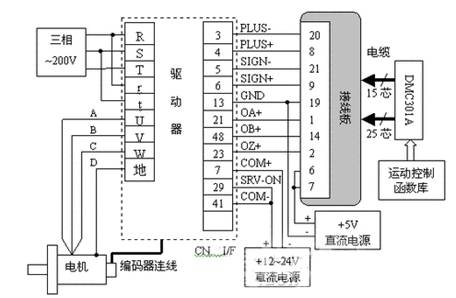
DMC301A与MINASA系列的接线图
(2)系统软件控制部分
该系统软件采用VB来进行编程。由于MPC01运动控制卡配备了功能强大的动态链接库(DLL),用户可以很快在Windows系统环境下开发出自己的运动控制系统。而且针对Win的多任务机制,MPC01运动控制卡采用了虚拟设备驱动(VXD)技术,很好地解决了Win环境下的控制系统的实时性问题。在程序进行初始化时,利用声明模块(MPC01。BAS),以头文件的形式将动态链接库进行链接后,用户就可以象调用Windows内部函数一样来调用板卡的运动控制函数。
在冲床的工作过程中,要求机床滑块升起后,伺服送料机构才能开始进行送料,而在滑块落下前,送料机构必须完成定位过程。所以要求该系统的软件部分必须使机床的滑块与送料机构之间的动作协调一致。该系统利用MPC01卡的状态查询函数来判断冲床滑块的位置,来决定是否发命令给伺服电机进行进给运动。从而达到使滑块和送料机构之间的动作协调一致。
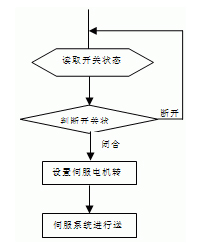
流程图
以下为进给系统的运动控制程序。
Private Sub Timer2_Timer()
Dim ch_status As Long
Dim a, b As Long
ch_status = check_status(1)
/利用check_status函数读取冲床原点开关的状态/
a = 4
b = a And ch_status
/判断原点开关是否闭合/
If b = 4 Then
/如果原点开关闭合/
set_conspeed 1, 100000
/调用速度设置函数set_conspeed来设置伺服电机的运行速度/
con_pmove 1,Mdis* 835.8978246155
/调用点位运动函数con_pmove来设置伺服电机的运转方向和运行距离/
End If
End Sub
3、结束语
本系统在采用了运动控制卡和伺服进给系统后,有效地解决数控冲床进给系统高精度定位要求和高速启动的要求,在非常短的时间内开发出了功能完善的用户程序,满足了冲床应用的需要。

