

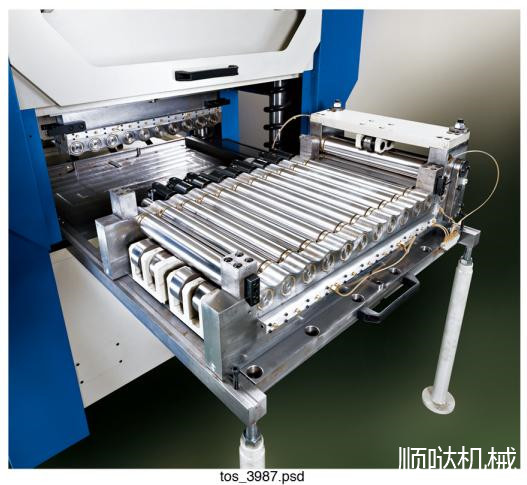




顺哒实业有限公司创立于1982年,专业设计全系列冲床自动化周边设备。由于本公司对技术研发投入了无数的心血,已成为台湾最大的冲床自动化周边设备制造厂,为冲床及冲压业界,佳的操作性能。因此,多年来顺哒牌赢得国内外客户完全的肯定与优良评价!尤其汽车冲压业提供最佳的服务。目前,产品行销世界各国,如:美、日、欧、中东、中亚、东南亚等……涵盖各大汽车制造厂,如:喜美、福特、日产等……质量、精度已受汽车冲压界肯...
查看更多
7月27日上午,淄博市首条一体化智能配电开关自动化生产线在张店经济开发区建成投产。...
无锡祥翔机械有各种网板整平机、筛网精密矫平机、激光切割板整平机、剪切冲压后不平的各种整平机,欢迎来我司试机或购买; 整平效果:祥翔机械金属整平设备款式众多,规格多样,整平精度高,0.1-12MM厚均可校平…...
【视频网】如何正确规范的操作厚板矫正整平机...
机械有使用就会有磨损,偏摆送料机经过长时间使用,设备机械性能机械零件会发生磨损和电路老化的情况,特别是时间长了以后,不仅影响设备运行精度及稳定性,同时也会造成安全问题,影响生产。 二、NC伺服系列送…...




 客服
客服 